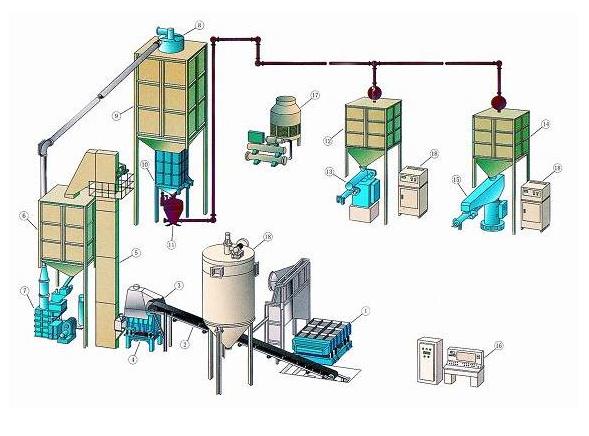
樹脂砂設(shè)備生產線工藝流程:
澆注後的砂箱及鑄件由(yóu)行車吊至慣性振動落砂機上,經落砂(shā)處理(lǐ)後,鑄件運(yùn)到清鏟車間,砂箱運至砂箱庫備用。大塊夾皮,冒口由人工分揀,通過落砂柵格的砂子、砂團以及小塊(kuài)冷鐵落至(zhì)磁選皮(pí)帶機,經磁選後輸送至多功(gōng)能振動破碎再生機進行破碎、脫膜、篩分,經過(guò)篩分後的砂(shā)子進1#鬥式提升機,由提升機提升(shēng)至離心(xīn)轉子二級再生機進行強力(lì)再生,充分脫(tuō)膜。混合著微粉、灰塵、樹脂膜的再生砂經流砂槽流入流幕式風選(xuǎn)機,風選機連接著旋風除塵器及脈衝式反吹除(chú)塵器,將微粉、灰塵去除。再生砂再經2#鬥式提升機提升至砂庫備用。移動雙臂式連續樹脂砂混砂機上方進料口由氣動閘板與砂庫下方出砂口相連,按下混砂機電控箱混砂按扭後,氣動閘板自動打開,定好(hǎo)量的砂子由砂庫流入混砂機。在混砂機中砂子經螺旋片向(xiàng)前輸送至混砂開始端,自近端控(kòng)製(zhì)閥加入固化劑,經小葉片攪攏預(yù)混至後麵的近端閥加入樹脂,進入混砂端。固化劑、樹脂、再生砂充分混勻後送至前端出料口自(zì)動流入(rù)準備好的砂箱內用於造(zào)型、製芯。此設備由進(jìn)口PLC(編程可(kě)控)控製自動化性能,適用(yòng)於樹脂(zhī)砂工藝的中小鑄造企業。
樹脂(zhī)砂設備生產線鑄造的工藝過(guò)程有以下幾步:配砂、製模、造型、澆注、落砂、打磨加工、檢驗等步驟。
1,樹(shù)脂砂鑄造廠一般都配備有樹脂(zhī)砂生產線(xiàn)混砂階段,製備型砂和芯(xīn)砂,供造型所用,一般使用混砂機放入舊圖和適量黏土就行攪拌。
2,製模階段,根據零件圖紙製作模具和芯盒,一般單件可以用(yòng)木模、批量生(shēng)產可製作塑(sù)料模具或金(jīn)屬模(俗稱鐵模或鋼模),大批量鑄件可以製作型板。河南省化工機械鑄造廠一般先製造木模(mó),再加工鐵模,製模一般需要10~15天不等(děng)。
3,造型階段:包括了(le)造型:用(yòng)型砂(shā)形成鑄件的形腔,形成(chéng)鑄件的內部形狀,配模放入型腔裏麵,把上下砂箱合(hé)好。造型是鑄造中的(de)關鍵環節。
4,熔煉階段:按照所需要的金屬成份配好(hǎo)化學成份(fèn),選擇合適(shì)的熔(róng)化爐熔化合金材料,形成合格的液態金屬液(包括成份合(hé)格,溫度合格(gé))。熔(róng)煉一般采用衝天爐或者電爐(由於環保要求,衝天爐現在基本取締(dì),基本(běn)使用電爐)。
5,澆注階段:用鐵水包把電爐裏融化的鐵水注入造好的型(xíng)裏。澆注鐵水需要注意澆注的速度,讓鐵水(shuǐ)注滿(mǎn)整個型腔。熔煉、澆注都需要專業培訓(xùn)的(de)技工進行操作,作業要穿戴專業的工作(zuò)服,另外澆注鐵(tiě)水比較危險需要注意安全!
6,清理階段:澆注後等融熔金屬凝(níng)固後(hòu),拿錘子去(qù)掉澆口並震掉鑄件的砂子,然後使用(yòng)拋丸機(jī)、噴砂(shā)機進行噴砂,這(zhè)樣(yàng)鑄件表麵會顯得很幹淨。對於一些有特別要求的鑄件(jiàn)或一些鑄造無法達到要求的鑄件,可能需要簡單加工。一般使用砂輪或磨光機進行加工(gōng)打(dǎ)磨(mó),去掉毛刺,讓鑄件更光(guāng)潔。
7,鑄件檢驗,鑄(zhù)件檢驗一般在清理或加工階段過程中,不(bú)合格的一般就已經發現挑出(chū)來了(le)。但有一些鑄件有(yǒu)個別要求,需要再(zài)進(jìn)行檢查一遍。比如有些(xiē)鑄件需要中心孔能插入(rù)5厘(lí)米的軸,那麽就需要(yào)拿5厘米的軸進行穿一下試一試,有磁粉探傷和超聲波探傷檢測,確保鑄(zhù)件質(zhì)量。
怎樣確定樹脂砂生產(chǎn)線加工的鑄件清理程序?
(1)根據樹脂砂生(shēng)產線加工的鑄件的材質。如灰(huī)鑄鐵小件(jiàn)無需改善組織, 鑄造應力小,不必也(yě)處理。其澆注係統斷麵小(xiǎo),易於以機械(xiè)方法除去。
(2)根據樹脂砂生產線加工的(de)鑄件的複雜程度。如結構十分複雜的發動機 。L體與缸蓋(gài)等樹脂砂(shā)生產線加工的鑄件,往(wǎng)往要采取特殊方(fāng)法除(chú)去內腔芯砂。
(3)根據樹脂砂生產(chǎn)線加工的(de)鑄件重(chóng)量(liàng)。小樹脂砂生產線加工的鑄件可用固定砂輪機打磨(mó),用 拋丸清理滾筒進行清(qīng)理,拋丸機鑄件則采用懸掛式砂輪或手(shǒu)砂輪,也可采用懸掛式拋(pāo)丸機進行(háng)清理。
(4)根據生產方法與批量。批量大的樹脂砂生產線(xiàn)加工的鑄件采用的 專用(yòng)清理機(jī)械。金屬型等特(tè)種澆樹脂砂生產線加工的鑄件則無需落砂、清砂。
(5)根據(jù)技術要求。如是否(fǒu)需要粗加工,是否需要防(fáng) 鏽塗漆等。
(6)根據前道工序(xù)的執行情況。如芯砂憤散性好(hǎo)時, 複雜樹(shù)脂砂生產線加工的鑄(zhù)件的(de)型腔易於落芯,不必采用型(xíng)芯落砂專用設備。
樹(shù)脂砂設備生產線生(shēng)產操作
首先檢查水源、電源、氣壓是否正常。(電源三相380V,氣源壓力至少在0.6MP)
1、落砂(shā)係統(tǒng)
⑴、開(kāi)機前準備
①、認真檢查每台振動電機固(gù)定螺栓是(shì)否鬆動;引出(chū)線絕緣是(shì)否損壞;台麵及框架有無斷裂;彈簧如斷裂應及時更換;電(diàn)機是否需要補充潤(rùn)滑脂;發現問題應及時處理或匯報有關人員。
②檢查振動輸送機電機固定(dìng)螺栓是否鬆動、引(yǐn)出(chū)線絕緣(yuán)是否損壞,發現問題應及時處理或匯報有關人員。
③檢查磁選機是否(fǒu)有螺(luó)栓(shuān)鬆動、皮帶鬆動或跑偏現象(xiàng)。
④檢查1#鬥提機進料口(kǒu)是否通暢(chàng),打開檢查門(mén),檢查內部是(shì)否卡(kǎ)阻或堵料;檢(jiǎn)查料鬥是否跑偏和碰撞機殼,檢(jiǎn)查環鏈螺(luó)栓是(shì)否(fǒu)鬆動,傳動皮帶是否鬆弛(chí)。
⑵、操作
①、手動操作:將〈落砂係統手動/自(zì)動〉旋(xuán)鈕開關調至“手動”位置,按(àn)〈開車報警〉→啟動落砂除塵風機→1#鬥提機→磁選機(jī)→沸騰風機→沸騰是電機→1#振動(dòng)輸送機→落砂機。停機時待落砂完後先停落砂機(jī)→振動(dòng)輸送機→沸騰電機→沸騰(téng)風機→磁選機(jī)→1#鬥(dòu)提機→落砂除塵風機。*(其間隔時間由操作者(zhě)自己控製,一般要求大電機啟(qǐ)動後視電(diàn)網壓降情況來定)注:正常(cháng)情況下嚴禁使用手動。
②自動操作:將〈舊砂(shā)係統手動/自動〉旋(xuán)鈕開關調至“自動”位置,按〈開車報警〉→啟動落砂除塵(chén)風機→啟動〈自動啟動〉即可。停車時按下〈自動停止〉即可。

